

Introduction
Combustible dust testing determines whether a dust or powder can ignite, burn rapidly, or explode under certain conditions. Industries such as manufacturing, food processing, pharmaceuticals, wood processing, and mining routinely handle fine particles that can present serious fire and explosion hazards.
Dust behavior isn’t the same for every material. Risk depends on:
-
Particle size and shape
-
Moisture content
-
Processing and handling methods
-
Concentration in air
Finer and drier particles typically create the highest hazard.
Because no single test can fully define explosion risk, laboratories conduct a series of standardized tests to measure ignition sensitivity, explosibility, and explosion severity. These tests provide the data facilities need to evaluate hazards, design safer systems, and support compliance with NFPA and OSHA requirements.
In this article, we outline the key combustible dust tests and explain what each one measures.

Go/No-Go Explosibility Screening Test
The Go/No-Go explosibility test is a standardized screening procedure used to assess whether a dust cloud has the potential to cause an explosion under specific conditions. It is a key first step in identifying combustible dust hazards across industries such as manufacturing, food processing, pharmaceuticals, wood, and mining.
The test provides a simple binary result: a “Go” indicates the dust sample is explosible, while a “No-Go” indicates the dust is non-explosible under the test parameters. Testing is conducted according to ASTM E1226, a recognized standard for dust explosion testing.
Data Interpretation and Applications
A dust sample is deemed explosible if the pressure ratio generated in the 20-liter sphere is equal to or greater than 2.0, or if the Pmax value is 0.5 barG or higher. A “Go” result signals that the dust poses a potential risk and may require further testing, such as dispersive dust explosion testing, or implementation of safety measures including ignition control and dust mitigation.
Even a “No-Go” result does not guarantee that a material is entirely free of hazards, since small changes in particle size, moisture content, or handling methods can affect dust behavior.
Go/No-Go explosibility testing provides essential data for assessing risks, supporting compliance with standards like NFPA 652, and guiding proactive safety strategies. It is a fast and practical tool for evaluating dust hazards and informing measures to protect personnel, equipment, and facilities.
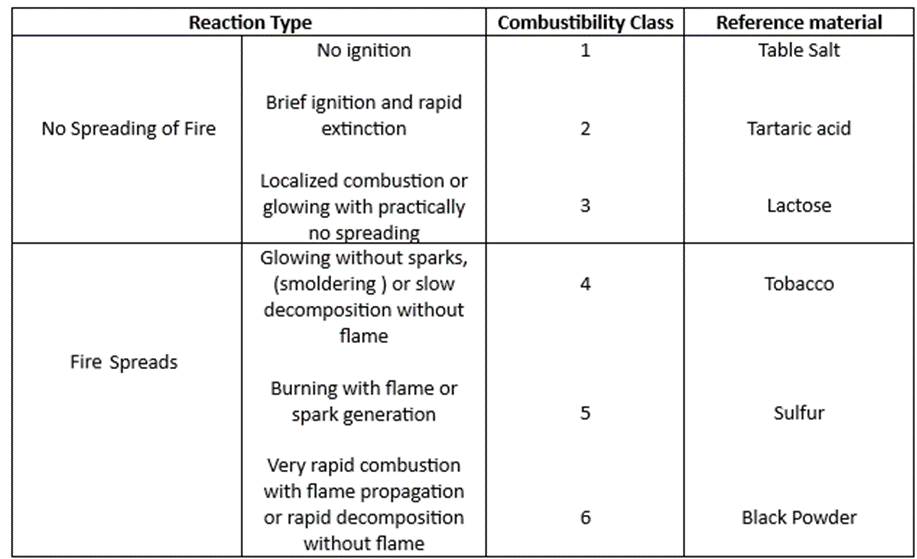
Burn Rate /Fire Train Test
A material that is non-explosible does not necessarily mean it is non-combustible. Some dusts or solids that fail explosibility tests (i.e., receive a “No-Go” result) can still burn rapidly, creating a flash fire or combustion hazard in processing environments. The Burn Rate or Fire Train Test is used to determine the burning or combustibility characteristics of a material and to classify it into the appropriate packing group for handling and transportation.
This test measures how quickly a substance burns under controlled conditions and is especially important for materials like metals, propellants, and pyrotechnics that may ignite from heat, friction, or sparks. Understanding a material’s burn behavior is critical for mitigating flash fire hazards and implementing proper safety measures.

Data Interpretation and Applications
If a material does not ignite or smolder, or if the flame fails to propagate to the 200 mm mark within the test period (2 or 5 minutes, depending on the protocol), it is not classified as Division 4.1. If it ignites or smolders and the flame reaches the 200 mm mark within the test period, the material is classified as Division 4.1 and subjected to the full burn rate test to determine its appropriate packing group.
Results from the test are used to classify materials for transport, guide safe handling procedures, and design preventive measures in industrial operations. Burn rate testing supports fire control planning, routine safety checks, and regulatory compliance, particularly for industries dealing with energetic or flammable substances.
The test is conducted according to UN/DOT Section 33 and VDI 2263, which provide standardized procedures for evaluating flammable solids and combustible materials.
Dust Explosion Severity (Kst/Pmax/dP/dt)
The Dust Explosion Severity Test measures how violently a combustible dust cloud can explode under specific conditions. It evaluates key parameters including the maximum explosion pressure (Pmax), the maximum rate of pressure rise ((dP/dt)max), and the deflagration index (Kst). Kst represents how quickly pressure builds during an explosion, while Pmax indicates the highest pressure the explosion can generate. Together, these values provide a comprehensive assessment of dust explosibility.
The test is conducted following ASTM E1226 and BS EN 14034 Parts 1 & 2, providing standardized procedures to quantify explosion severity.
Data Interpretation and Applications
Based on the Kst value, dusts are classified into three explosion classes:
-
St-1: Kst between 1–200 bar·m/s, weak explosion characteristics
-
St-2: Kst between 200–300 bar·m/s, strong explosion characteristics
-
St-3: Kst ≥ 300 bar·m/s, very strong explosion characteristics
Understanding explosion severity is critical for facilities handling combustible dust. These results help design effective explosion protection measures, including venting, suppression, and containment systems, according to standards such as NFPA 68, VDI 3673, and ISO 6184.
Explosion severity data also supports regulatory compliance, safety planning, and risk assessment, ensuring facilities can implement appropriate protective strategies and adapt to changes in materials or processes.

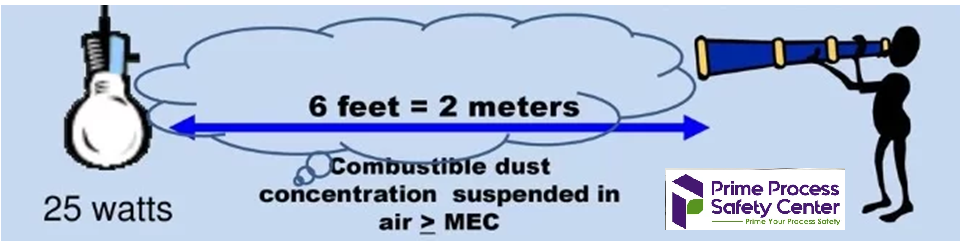
Minimum Explosible Concentration (MEC)
The Minimum Explosible Concentration (MEC), also known as the Lower Explosible Limit (LEL), defines the lowest concentration of combustible dust suspended in air that can ignite and sustain an explosion in a closed system, such as a 20 L sphere. It represents the threshold below which the dust-air mixture is too lean to support combustion. Once the concentration surpasses the MEC, the mixture is capable of sustaining a deflagration if exposed to an ignition source.
The MEC test is conducted according to ASTM E1515 (“Standard Test Method for Minimum Explosible Concentration of Combustible Dusts”) and BS EN 14034 Part 3, providing standardized procedures for determining this critical parameter.
Data Interpretation and Applications
The MEC is determined by measuring the pressure ratio generated in the test chamber. A dust-air mixture is considered ignited when the pressure ratio reaches 2.0 or higher. This measurement must be repeatable, and the MEC is established as the highest concentration below which ignition does not occur.
Understanding the MEC is vital for evaluating dust explosion hazards and implementing safety measures. It informs risk assessments, process design, dust control strategies, ventilation requirements, and equipment selection. The data also supports regulatory compliance, safety training, process optimization, and incident investigation, ensuring that facilities can operate safely while minimizing the risk of dust explosions.
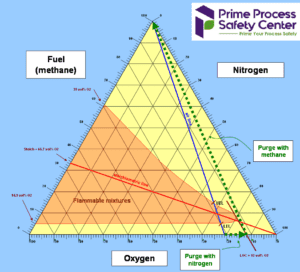
Limiting Oxygen Concentration (LOC)
The Limiting Oxygen Concentration (LOC) for combustible dust is the minimum oxygen level at which a dust-air mixture can sustain combustion or an explosion. Below this threshold, even in the presence of an ignition source, the mixture cannot propagate a deflagration. LOC represents the critical boundary where the atmosphere becomes inert enough to prevent dust explosions.
The test is performed according to ASTM E1291 (“Standard Test Method for Limiting Oxygen (Oxidant) Concentration of Combustible Dust Clouds”) and BS EN 14034 Part 4, providing standardized procedures to determine this safety-critical parameter.
Data Interpretation and Applications
LOC is determined by measuring the pressure ratio in a test chamber, such as a 20 L sphere. A dust sample is considered ignited if the pressure ratio reaches 2.0 or higher, or if Pmax exceeds 0.5 barG. The lowest oxygen concentration at which ignition no longer occurs is recorded as the LOC.
Knowing the LOC is essential for industries handling combustible dust, particularly when inerting (e.g., nitrogen blanketing) is used to prevent explosions. It informs the design and operation of inert gas systems to maintain oxygen below the threshold that could support deflagration. LOC data also supports risk assessments, process safety planning, regulatory compliance, and incident investigation, ensuring that processing environments remain safe under normal and upset conditions.
Minimum Ignition Energy (MIE)
The Minimum Ignition Energy (MIE) of a combustible dust is the lowest amount of energy from a spark capable of igniting a dust cloud at its most easily ignitable concentration in air. A capacitive-generated spark is used in testing to simulate common ignition sources in processing environments, such as electrostatic discharges, mechanical sparks, or propagating brush discharges.
The MIE test is conducted according to ASTM E2019 (“Standard Test Method for Minimum Ignition Energy of a Dust Cloud in Air”), providing a standardized method to assess ignition sensitivity.
Data Interpretation and Applications
The MIE value indicates how sensitive a material is to low-energy ignition sources:
-
MIE < 3 mJ: Extremely sensitive to electrostatic discharges
-
MIE < 30 mJ: Very sensitive to electrostatic discharges
-
MIE < 1000 mJ: Sensitive to electrostatic discharges
-
MIE > 1000 mJ: Not sensitive to electrostatic discharges
Knowing the MIE is essential for assessing ignition hazards during powder handling and processing operations. Materials with lower MIE values require stricter controls to prevent fire or explosion. MIE data informs risk assessments, equipment and process design, electrostatic hazard mitigation, and safe operating procedures in facilities handling combustible dust.
 Testing Equipment")
Minimum Autoignition Temperature-Cloud (MAIT – Cloud)
The Minimum Autoignition Temperature (MAIT) of a dust cloud is the lowest temperature at which a dust-air mixture can ignite spontaneously without an external ignition source. This parameter is critical for assessing the risk of spontaneous combustion in environments where airborne combustible dust is present. The MAIT test is also used to determine safe maximum operating temperatures for electrical and non-electrical equipment in areas where the dust may be present.
Testing is performed according to ASTM E1491 (“Standard Test Method for Minimum Autoignition Temperature of Dust Clouds”), under controlled laboratory conditions.
Data Interpretation and Applications
MAIT values vary depending on the material: most organic solids and some metal powders typically have MAITs between 400 °C and 500 °C, while highly sensitive materials such as sulfur powder can ignite at temperatures below 250 °C. Factors such as particle size, moisture content, composition, and other material characteristics significantly influence the MAIT.
Knowing the MAIT is essential for designing operational controls, selecting suitable equipment, and setting safe surface temperature limits to prevent spontaneous ignition. Industries handling combustible dust use MAIT data to minimize fire hazards, establish safe operating thresholds, and ensure that equipment does not exceed temperatures capable of igniting dust clouds.
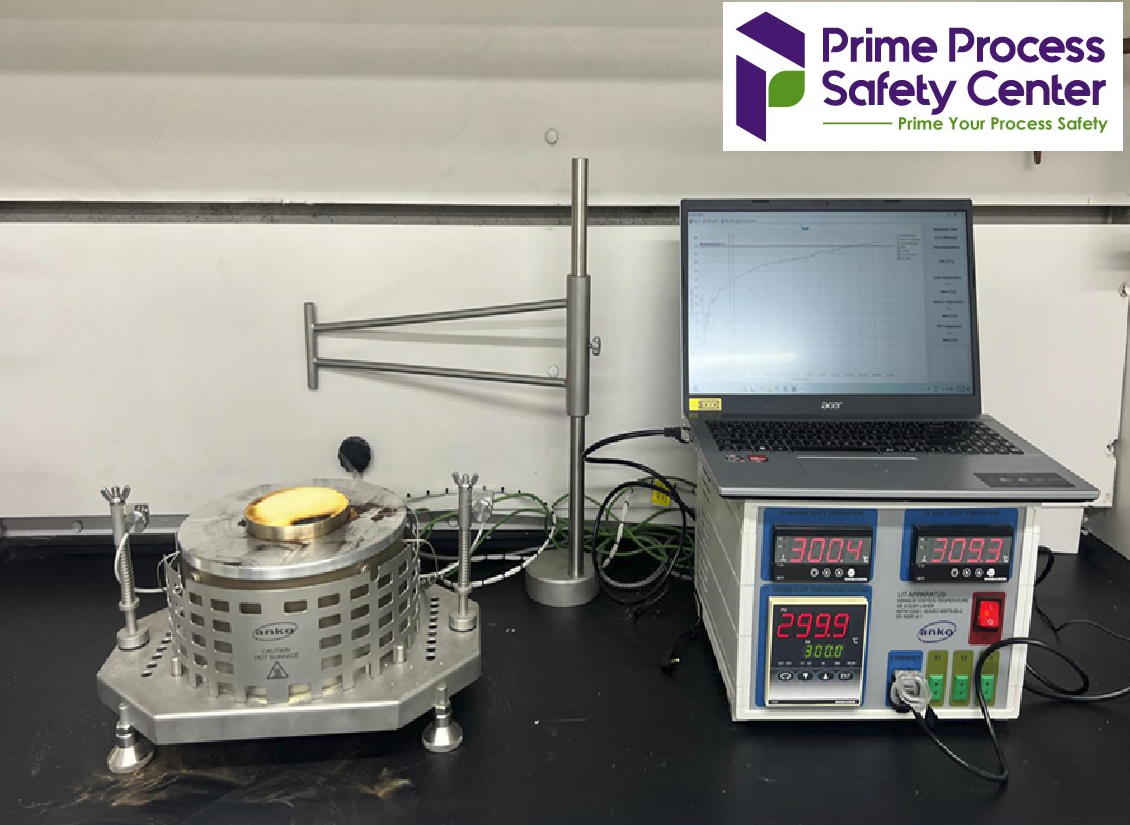
Layer Ignition Temperature of Dust (LIT)
The Layer Ignition Temperature (LIT), also known as the Minimum Ignition Temperature of a dust layer, is the lowest temperature at which a settled dust layer will autoignite on a hot surface without an external ignition source. During testing, a fixed thickness of dust is placed on a heated surface and observed for signs of ignition such as flame, glowing particles, or a measurable temperature rise.
The LIT test is used to determine the maximum safe operating temperature for electrical and non-electrical equipment in areas where combustible dust may accumulate. Testing is conducted in accordance with ASTM E2021 (“Standard Test Method for Hot-Surface Ignition Temperature of Dust Layers”).
Data Interpretation and Applications
LIT values for most organic solids and some metal powders typically range between 300 °C and 400 °C. However, certain materials, such as Lycopodium powder, may be significantly more sensitive to hot surfaces and can exhibit LIT values below 250 °C.
LIT data is critical for assessing fire hazards associated with dust layers that settle on equipment, ducts, lighting fixtures, or other heated surfaces. It is used to select appropriate electrical equipment for Class II locations and to establish safe operating temperature limits. Understanding the LIT helps facilities prevent ignition from hot surfaces, reduce fire risk, and implement safe handling and storage practices in environments where combustible dust is present.
Particle Sieve Analysis
Particle sieve analysis is a standardized method used to determine the distribution of particle sizes within a granular material. The process separates particles by passing a sample through a stacked series of sieves with progressively smaller mesh openings, allowing the material to be quantified by size fraction.
Understanding particle size distribution is especially important for powders and combustible dusts, as particle size directly influences ignition sensitivity, explosion severity, and overall combustibility. Finer particles generally present greater fire and explosion hazards due to their increased surface area and dispersion characteristics.
Testing is performed in accordance with ASTM E11, which establishes standard specifications for sieves and procedures used in particle size analysis.
Data Interpretation and Applications
The results of sieve analysis provide a detailed particle size profile, identifying the percentage of material within each size range. This information is critical in combustible dust testing because ignition sensitivity and explosibility often vary significantly with particle size.
Sieve analysis may also determine whether additional sample preparation—such as grinding or further classification—is required before conducting explosibility or ignition testing. Beyond hazard assessment, particle size distribution data supports quality control, process optimization, and material consistency across a wide range of industrial applications.

Moisture Content Analysis (Loss on Drying – LOD)
Loss on Drying (LOD) is a widely used analytical method for determining the moisture or volatile content of a material by measuring weight loss after controlled heating and drying. This technique is applied across industries such as pharmaceuticals, food processing, chemicals, and materials testing to quantify moisture levels and other volatile components present in a sample.
In combustible dust evaluation, moisture content plays a critical role because it directly influences ignition sensitivity and explosibility. Drier materials are generally more prone to ignition and may present higher explosion hazards, while increased moisture can reduce ignition likelihood—though this effect varies depending on material type and processing conditions.
Testing is conducted in accordance with ASTM E1131-08, which outlines standardized procedures for determining weight changes associated with moisture and volatile loss under controlled heating conditions.
Data Interpretation and Applications
LOD results provide the percentage of moisture or volatile content within a material. This data is essential for quality control, process consistency, and hazard evaluation. Moisture levels can significantly affect product stability, shelf life, handling characteristics, and safety.
In combustible dust testing, accurate moisture determination ensures reliable explosibility and ignition data, as variations in moisture can alter test outcomes. Beyond hazard assessment, LOD supports regulatory compliance, process optimization, and the prevention of spoilage, degradation, or unintended reactions during storage and handling.
Cryogenic Grinding
Cryogenic grinding is a particle size reduction technique that uses ultra-low temperatures—typically below -80 °C (-112 °F)—to embrittle materials prior to grinding. The material is cooled using cryogenic gases such as liquid nitrogen, allowing it to fracture more easily and produce finer, more uniform particles. This method is particularly useful for materials that soften, degrade, or lose volatile components under conventional grinding conditions.
By minimizing heat generation during the grinding process, cryogenic grinding preserves the chemical and physical properties of heat- or temperature-sensitive materials. This is especially important in industries such as pharmaceuticals, food processing, polymers, and specialty chemicals, where product integrity and consistency are critical.
Unlike other analytical tests, cryogenic grinding is not governed by a single dedicated ASTM standard. Instead, the process follows industry best practices and material-specific guidelines to ensure safe, reproducible, and high-quality results.
Data Interpretation and Applications
Cryogenic grinding produces controlled, fine particle size distributions while preventing thermal degradation, oxidation, or loss of volatile constituents. In combustible dust testing, it is often used to prepare representative samples for further analysis, such as explosibility, ignition sensitivity, or burn rate testing.
Proper temperature control, equipment operation, and sample handling procedures are essential to maintain material integrity and ensure accurate downstream testing results. Beyond hazard evaluation, cryogenic grinding supports product quality, improved material handling, and process optimization in a wide range of industrial applications.
Conclusion
Combustible dust testing is essential for determining whether materials can ignite, deflagrate, or explode under specific conditions. Accurate test data allows facilities to understand flammability, ignition sensitivity, and explosion severity, enabling informed decisions about hazard mitigation, equipment selection, and safe operating procedures across industries such as manufacturing, food processing, pharmaceuticals, and wood processing.
At Prime Process Safety Center, testing is a cornerstone of our commitment to safety excellence. Our Dust Explosion and Fire Testing services evaluate dust behavior in both cloud and layer forms and define critical safety parameters such as MIE, MAIT, LIT, LOC, and MEC to support compliance with NFPA 652 and OSHA guidance.
As an ISO/IEC 17025:2017 accredited laboratory, we deliver accurate, defensible, and reliable results that organizations can trust. Testing is not only a regulatory requirement—it is a proactive investment in preventing fires and explosions and building safer, more resilient operations.

Related Blogs

Invisible, Silent, and Costly: The Real Risk of Skipping Static Control
Understand the conditions that lead to gas and vapor explosions, common industrial scenarios, and how facilities can reduce the risk.

Invisible, Silent, and Costly: The Real Risk of Skipping Static Control
Understand the conditions that lead to gas and vapor explosions, common industrial scenarios, and how facilities can reduce the risk.

The Invisible Shield: Why Chemical Reaction Hazard Assessment is Your Ultimate Competitive Advantage
Understand the conditions that lead to gas and vapor explosions, common industrial scenarios, and how facilities can reduce the risk.

Common Gas and Vapor Explosion Scenarios in Industry
Understand the conditions that lead to gas and vapor explosions, common industrial scenarios, and how facilities can reduce the risk.

Flammable vs Combustible Liquids: What Sets Them Apart
Learn how flash point separates flammable and combustible liquids and what it means for safe storage and handling.

How Static Electricity Can Cause Fires in Your Facility
Learn how electrostatic charge buildup can create sparks that ignite flammable vapors, gases, and combustible dust in industrial operations.

Join Our 5-Day On-Site Process Safety Training | Starts Oct 27
Join Prime Process Safety Center’s 5-day training on chemical hazards, dust, electrostatics, area classification, and PSM.

Webinar: Electrostatic Hazard Assessment: Prevention, Protection, and Best Practices
Join our webinar with Dr. Emmanuel Kwasi Addai to learn how to control electrostatic hazards in industrial processes and prevent fires.
 Banner")
How Combustible Dust Testing Supports a Defensible Dust Hazard Analysis(DHA)
Learn how combustible dust testing supports a defensible Dust Hazard Analysis and drives safer, data-driven decisions in your facility.

Combustible Dust Hazard: Explosion Protection Strategies
Explosion protection strategies for combustible dust hazard, including containment, venting, and suppression per NFPA standards.

Mitigating Dust Hazards in Grain Handling Facilities
Learn how to manage dust explosion hazards in grain handling industries with key causes, regulations, and mitigation strategies.

Conducting Hazardous Area Classifications: A Step-by-Step Guide for Safer Operations
Learn how conducting hazardous area classifications help identify explosive atmospheres, control ignition sources, and ensure regulatory compliance.